Největší obráběcí centrum v Evropě za zhruba 100 milionů korun začalo o víkendu sloužit v ostravské společnosti Škoda Vagonka, která právě oslavila 120 let od založení. Dceřiná firma skupiny Škoda Transportation uvedla do provozu unikátní stroj, díky kterému může obrábět obří nadrozměrné hliníkové díly. Celkem 360 tun vážící zařízení o délce padesát a šířce deset metrů bude v Ostravě sloužit k výrobě železničních vozidel pro zákazníky v tuzemsku i zahraničí. Firma tím výrazně navýší kapacitu výroby a zefektivní produkci nových vlaků.
„Rozvoj a inovace naší výroby jsou pro nás v této době klíčové. Nové obráběcí centrum nemá svými rozměry konkurenci a umožní nám pracovat mnohem efektivněji jednak s ohledem na čas, ale i na náklady. V posledních letech se nám pod novým vlastníkem, skupinou PPF skutečně daří, a proto investujeme do podniků nejen v naší ostravské Škodovce, ale i v Plzni a v Šumperku. V Ostravě zdvojnásobíme nejen výrobní plochu, ale také počet zaměstnanců, který vzroste ze 450 na 900,“ říká předseda představenstva a prezident skupiny Škoda Transportation Petr Brzezina.
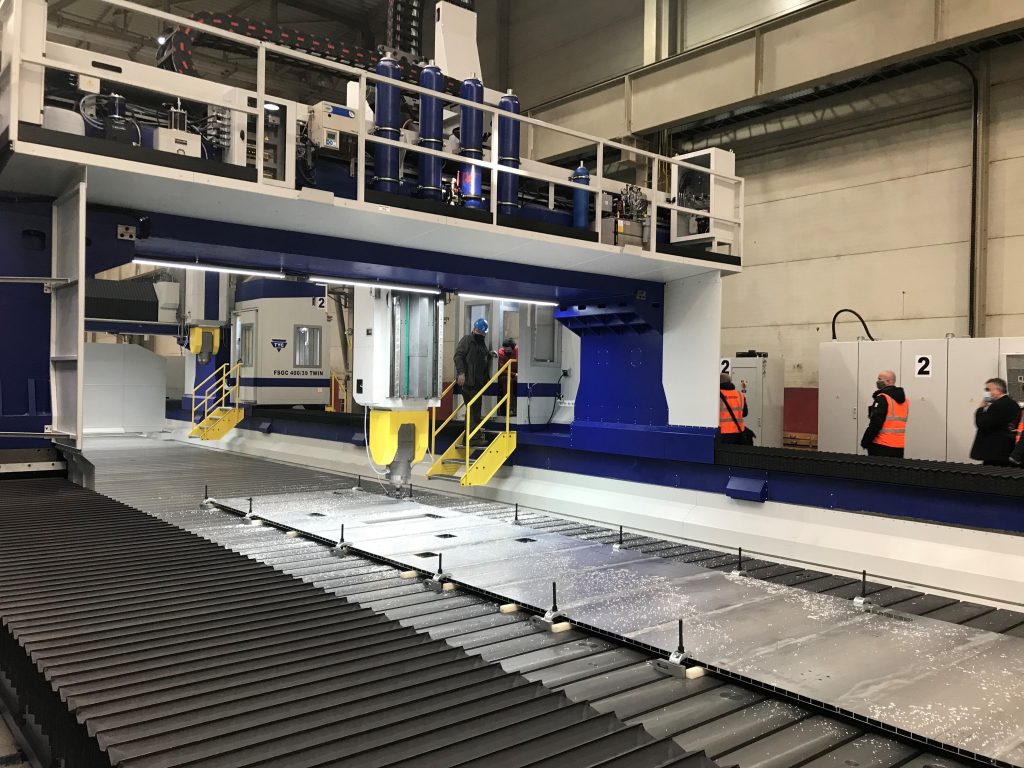
Obráběcí centrum, které škodovácké firmě dodala česká firma Strojírna Tyc, je nejmodernějším a největším zařízením svého druhu v Evropě. Rozměry jsou ohromující – jen délka samotného stroje dosahuje téměř padesáti metrů a maximální rozměr obrobku, který může stroj pojmout, bude 39 × 4,5 metrů, přičemž přesnost obrábění se bude odehrávat v řádech setin milimetru. Obráběcí centrum tvoří dva na sobě nezávislé portály se souvisle řízenou 5osou hlavou až 12 000 otáčkami za minutu.
„Nové obráběcí centrum zvýší kapacitní možnosti firmy v obrábění nadrozměrných dílů na dvojnásobek. Díky tomu budeme například nově obrábět až 28 metrů dlouhé hliníkové svařence a podsestavy širokorozchodných skříní pro projekty vozidel určených například pro Lotyšské dráhy,“ dodává generální ředitel a předseda představenstva Škody Vagonka Martin Bednarz.

Nové obráběcí centrum ve výrobní hale ostravské Vagonky zabírá plochu velkou jako polovina olympijského bazénu. Při výstavbě bylo nutné vykopat tisíc kubíků zeminy, což představuje zhruba 150 nákladních aut materiálu. Stavebníci při budování základu využili 700 kubíků betonu a 40 tun armatury a výztuží. Největším počinem však bylo zasadit 138 zatloukaných betonových pilotů do hloubky devíti až jedenácti metrů. Odolnost základů pro usazení stroje prověřily zátěžové deformační zkoušky.
Instalace unikátního stroje je součástí rozsáhlého investičního projektu „Nová Vagonka“. „Celková investice dosahuje částky téměř jedné miliardy korun. Připravujeme se tím na významný růst objemu výroby, které budeme realizovat díky novým kontraktům na dodávku elektrických jednotek,“ říká Martin Bednarz. Díky rozšíření areálu a rozsáhlým investicím ve společnosti Škoda Vagonka výrazně vzroste počet smontovaných vozů za měsíc a pětinásobně vzroste výroba hrubých hliníkových staveb.

Firma bude v nejbližší době pracovat především na jednopodlažních elektrických jednotkách pro zákazníky v České republice, Slovensku nebo Lotyšsku a push-pull soupravách pro Moravskoslezský kraj. Do Ostravy se navíc bude koncentrovat technologické know-how v oblasti řídících, multimediálních a diagnostických systémů dceřiné společnosti Škoda Digital.

Stamiliony korun investuje skupina Škoda Transportation i do svých podniků v Plzni a Šumperku. I zde hledá celkově stovky nových zaměstnanců.
Technická data:
Obráběcí centrum s pojízdným portálem
- Stroj, který má portálovou konstrukci typu „spodní gantry“. Je osazeno dvěma příčníky se souvisle řízenou hlavou s elektrovřetenem.
- Na obou stojanech jsou zrcadlově umístěny pojízdné, klimatizované kabiny s ovládacím panelem, což zajišťuje pro obsluhu ideální výhled do místa řezu. Při zajetí stojanů do „parkovací“ polohy je možno bezpečně manipulovat i s rozměrnými obrobky, protože jeřábník má přímý výhled do pracovního prostoru stroje.
- Stroj je vybaven pevným stolem pro upínání obrobku. Stůl je tvořen litinovými základovými deskami, které jsou standardně doporučeným příslušenstvím stroje.
- Velikost stolu byla zvolena tak, aby při poruše kteréhokoli příčníku, bylo možno tento odstavit do servisní polohy, a zároveň bez omezení funkčním příčníkem opracovat (i s hlavou vyklopenou o 90°) celou maximální zadanou velikost obrobku
- Stroj je standardně řízen řídicím systémem Heidenhain TNC 640 ve třech základních osách – X (podélný pohyb příčníku), Y (příčný pohyb smykadla s vřeteníkem) a Z (svislý pohyb vřeteníku).
- Obráběcí centrum je osazeno dvěma nezávislými příčníky se smykadlem (vřeteníkem). V nich je uložena 2osá souvisle řízená hlava s elektrovřetenem.